
公差解析=公差の累積をみる方法としてはワーストケースと二乗和平方根(RSS)があります。これによって部品を組み立てた時の公差が見積もれるようになりますので、がんばっていきましょう!
加えて、普段私が意識しているワーストケースと二乗和平方根(RSS)の使い分けの方法と、公差の累積を減らす時に行うアプローチを紹介します。
前提条件 一品もの向けです!
私が携わっている製品は年間1台出るか出ないかの一品物です。その上、その一品物は完全な新規設計ではなく、既存品の応用であり、全社的なDR(デザインレビュー)が必要なレベルの仕事ではありません。ですので、大量生産向けのしっかりとしたお仕事のやり方とは外れてくると思いますが、ご了承ください。
公差解析はプラスマイナス公差へ変換しておく
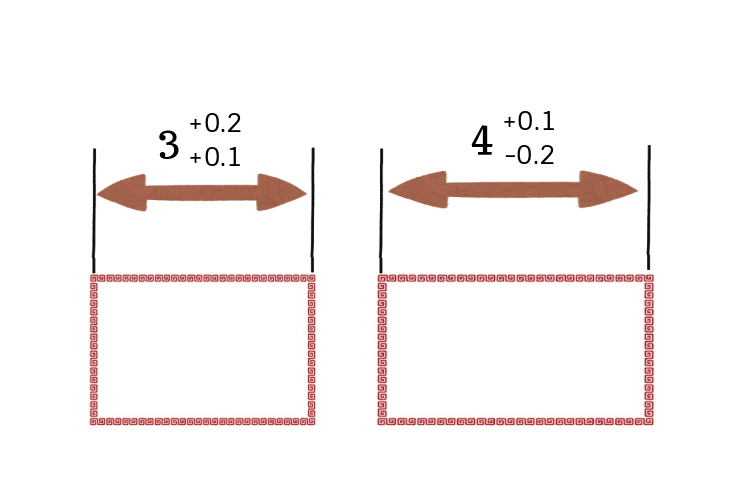
前回でも出てきた、幅3( +0.1 〜 +0.2 )と幅4( −0.2 〜 +0.1 )の部品の組み合わせを考えてみます。
まずそれぞれの寸法公差をプラスマイナス表記へ変更します。
幅3( +0.1 〜 +0.2 )をプラスマイナス公差に直すには、まず上の寸法許容差から下の寸法許容差を引いて2で割ります。
$$\displaystyle \frac{0.2 – 0.1}{2}=0.05$$
次に出てきた数値を寸法の最大値から引くか、最小値に加えます。今回は最小値に加えてみましょう。幅3( +0.1 〜 +0.2 )の最小値は3.1ですから次のようになります。
$$3.1+0.05=3.15$$
あとはこの数値に先ほど計算した数値を組み合わせれば完成です。
$$ 3.15 ± 0.05$$
となります。
実際に比べてみましょう。幅3( +0.1 〜 +0.2 )の最小値は3.1、最大値は3.2ですね。これは$3.15±0.05$でも同じです。正解!
同じように幅4( −0.2 〜 +0.1 )もやってみてください。公差にマイナスがありますがやり方は上記と同じように上から下を引いて2で割ります。
$$\displaystyle \frac{0.1-(-0.2)}{2}=0.15$$
続いて今回は最大値から引いてみます。幅4( −0.2 〜 +0.1 )の最大値は4.1ですので
$$4.1-0.15=3.95$$
よってプラスマイナス公差は
$$3.95±0.15$$
これも比べてみましょう。幅4( −0.2 〜 +0.1 )の最小値は3.8、最大値は4.1ですからあっていますね!
ワーストケースについて解説

ワーストケースとは 取りうる値の範囲すべて
ワーストケースとは日本語に訳すと最悪な場合です。実態は部品同士を組み合わせた時にとりうる値の範囲すべてです。
なぜ、ワーストケースかというと、この計算方法では部品の組み合わせで一番最悪な数値がわかるからです。
上の部品を左右に並べる場合を考えます。
これらの部品を並べた場合、最も長さが短くなる場合のは二つの部品が両方とも下の寸法許容差で完成した時です。その数値は3.1と3.8ですから、6.9になりますね。
一方、最も長くなる場合は二つの部品が両方とも上の寸法許容差で完成した時です。その数値は3.2と4.1ですから、7.3になりますね。
つまり、これらの部品を左右に並べた場合、合計の寸法は6.9〜7.3になります。これが、ワーストケースによって求められる値になります。
ワーストケースの求め方 足すだけです!
求め方は単純です。先ほど求めたプラスマイナス公差寸法の基準寸法と許容差を足していけば良いです。
$ 3.15 ± 0.05$ と $3.95±0.15$ を足すと
$(3.15+3.95) ± (0.05+0.15) = 7.1 ± 0.2$となります。
上で求めた最も短い数値6.9と最も長い数値7.3と一致しましたね。
足し算はいいけど、引き算はどうする? 同じく足すだけです!
ワーストケースの累積公差の計算は、引き算の時もプラスマイナス公差を足し合わせるだけでオッケーです。
先ほどの部品を同一面に置いた時の長さの差を考えます。計算方法は基準寸法同士は引いて、プラスマイナス公差は足します。累積公差なので、単純に足しちゃいましょう。
$$(3.95-3.15) ± (0.05+015) = 0.8 ± 0.2$$
確認のために考えて計算してみます。二つの部品の長さを引いた時、最大になるのは長い方が上の寸法許容差、短いほうが下の寸法公差で出来上がった時です。つまり$4.1-3.1=1$です。
一方、最小になるのは長い方が下の寸法許容差、短い方が上の寸法許容差で出来上がった時ですので、$3.8-3.2=0.6$です。計算と一致しました!
二乗和平方根(RSS = Root Sum Squire)について解説
もう一つ、累積公差を計算する方法として二乗和平方根(RSS = Root Sum Squire)と呼ばれる方法があります。

二乗和平方根(RSS)のやり方 文字通りです!
二乗和平方根(RSS)とは文字通り、プラスマイナス公差を二乗して全部足して平方根をとります!早速やってみましょう。
さっき出てきた部品の長さは$3.95±0.15$と$ 3.15 ± 0.05$でしたね。プラスマイナス公差部分を上の通り計算してみましょう。
$\sqrt{0.15^2+0.05^2}=0.158$
これ、先ほどのワーストケースで出した累積公差(±0.2)より小さくなっていますね。
なんで累積公差が小さくなる? 0.3%捨てているからです!

ではなぜワーストケースでの計算方法よりも小さくなるのでしょうか?どうしてこの数値を採用しても良いという判断になるのでしょうか?
これはこの記事で触れた3σに関係しています。
二乗和平方根(RSS)の考え方では、個々の部品のプラスマイナス公差を3σとしています。つまり、RSSは勝手に「計算で求めたプラスマイナス公差の範囲の中に、加工された部品の99.7%が完成する状態である」と仮定しているのです。
二乗して足して平方根をとって出てきた答えにも「計算で求めたプラスマイナス公差の範囲の中に、加工された部品の99.7%が完成する状態である」ことが当てはまりますので、上で計算した答えである$0.158$は0.3%の確率でここから外れる可能性があります。
でもわずか0.3%の可能性を排除しただけで、だいぶ累積公差を少なく見積もることができると、わかると思います。
でもこれ、標準偏差の求め方に似てるから3σじゃなくて1σじゃない? ⇨ 各部品の±公差を3σとして考えると、この式で3σでオッケーです!
私がこのことについて調べてなかなか理解できずにハマってしまった項目がこれです。
計算だけ見ると、標準偏差σを求める式になっているので、これで3σはダメじゃないかなー?と。
でも先ほど述べた通り、各々の部品を3σで仮定しているので、答えも3σなのです!これを押さえておきましょう。
これは分散の加減について理解する必要があるのですが、ここでは省略します。
エクセルでやると早い!けどめんどくさい!けどやらないと不良になる!
以上、ワーストケースと二乗和平方根(RSS)の数値的な計算方法を紹介しました。これ、普段計算しようとすると結構大変=間違う可能性が出てきますので、あらかじめエクセルなどで計算式を組み立てておくことを推奨します。
初めは面倒なのですが、一度エクセルで作っておけば、使いまわせる機会も多いので、一度我慢して作っちゃいましょう!また、取り組むことで余計な不良を減らすことができます。意外と多いんです。なんとなくで公差を設定したら、組立した時に入らないだの、スカスカだの・・・。復旧するのに時間を掛けるよりは、今頑張っておきましょう。
ワーストケースと二乗和平方根(RSS)はどう使い分けるか? 一品物の制作が多い場合

ここでは、私がワーストケースと二乗和平方根(RSS)を使い分ける基準を紹介します。色々な製造業の色々な考え方があると思うので、正解ではないかもしれませんが、一つの回答だと思っていただけると幸いです。
基本はワーストケース 累積公差が大きいとRSSで逃げる
基本一品物を作る場合、加工も組み立ても初めて行いますので、部品に与えた公差の範囲内で寸法のバラつきが正規分布になっているかどうかの確認ができません。よって、与えられた公差を3σと考える二乗和平方根(RSS)は当てはめる前提が違うのでちょっと危険です。ワーストケースで確実に合格の物を出せるようにするのが確実ですね。
ただし、寸法公差の累積が多い場合、つまり大量の部品を並べる場合などはワーストケースだと果てしなく範囲が広くなってしまうので、二乗和平方根(RSS)を使ってもいいと思います。部品数が多ければ、1つの部品で寸法外れが発生しても、累積寸法としては影響がまだ少ないですからね。
二乗和平方根(RSS)は工程能力指数にも注意が必要 本当にその公差で3σにしていいの?
二乗和平方根(RSS)を検討する場合、それぞれの寸法公差の幅が±3σになっていると仮定し、0.3%を捨てることで累積公差を少なく見積もります。ですので、設計者の考えた寸法公差の幅が適正かどうかが重要です。
例えば、累積公差を減らそうと思って、ある切削加工する場所の寸法公差を±0.1から研磨が必要な±0.005に変更しても実際に加工できませんよね。これでは意味がないのです。
これを判断する方法としては工程能力指数というものがあります。詳しくは他サイトさんでご確認ください。ここでは省略します。
二乗和平方根(RSS)の計算をすれば、単純に累積公差が減るわけではありませんのでご注意ください!
どこを厳しくする?どこをゆるくする? メリハリのつけ方
これでワーストケースとRSSの計算が概ね理解できたと思います。
では累積公差を計算した結果、もう少し厳しくしたい、逆にもう少しゆるくしてもいい、と言った場合にはどのような処置をすれば良いのでしょうか?
加工のやりやすさを把握する 工場や協力会社に相談しましょう!

設計者の方は普段から色々なところへ部品の加工を依頼していると思いますが、その人たちの限界はご存知ですか?
例えば、シャフトを研磨する加工者にφ40±0.005でお願い!って頼んだ時に「難しすぎてできねーよ!」となるのか「そんな簡単でいいの?」となるのか、想像ができるでしょうか?
私のお世話になっている加工者の場合は、おそらく「楽勝!」と答えます。
一方で、旋盤士に「60 mmの板厚にφ40±0.005の穴を開けて欲しい!と頼んだ場合はどうでしょう?
私のお世話になっている旋盤士の場合は、おそらく「無理!」と答えます。
このように、加工によって、精度をキツくできるもの、できないものがありますので、一度加工者へ相談をしてみましょう。工場や協力会社さんによっては、上記の「楽勝!」「無理!」が反対の場合もあります。
私の感覚的事例紹介!あくまで参考程度に
皆さんに役立つかどうかはわかりませんが、ここでは主な加工方法について、私の感覚を紹介します。
旋盤加工:円起動の加工が得意
部品を回して刃物を当てる旋盤加工。得意なのは円起動の加工です。丸い棒を単純に削る場合や品物をくわえて穴を開ける場合などは100分台の加工が可能。一方、円起動の軸方向の長さで100分台を出すのは難しく、コンマ台がいいところでしょう。ただ、NC旋盤だとまた話は変わりますし、被切削物の大きさによっても変わります。
フライス加工:面の仕上げが得意
旋盤加工と違い、工具を回して部品を加工するフライス加工。得意な加工は面の仕上げです。被切削物をセットした土台と、加工面は100分台の寸法公差で仕上げることができます。また、ある特定の大きさの穴は大きさの決まったドリル径がありますので、こちらも100分台の公差で仕上げることができます。
一方、エンドミルで円軌道を描いて大きめの穴加工をする場合は100分台の精度を出すことは苦手なようです。加工機の性能や大きさにもよりますけどね。
研磨:特化してます!
私がよく使うのは、①シャフトなど円筒のものを仕上げる円筒研磨と②平たい物を仕上げる平研磨です。どちらも1000分台が狙える加工ですが、形状が限定されます。
工場によって全然違う! みんなの限界を知り、コストダウンに繋げよう!
ちなみに上で述べた感覚についてですが、あくまで私の感覚です。工場の設備やノウハウで「楽勝」、「無理」の数値はだいぶ変わってきます。工場によってはφ40±0.005の穴の加工は問題なくできる、というところもたくさんあります。自分の関わっている加工について、限界点を把握することで、公差をコントロールしてコストダウンに繋げましょう!
まとめ
ワーストケースとRSSはエクセルに落とし込んでおきましょう!
累積公差を計算したら、どこの寸法をいじめるのかを決めるために
加工方法と可能な精度について勉強しておきましょう!


コメント